Сварочный полуавтомат Kripton 315 Trio + 4 Вентилятора + Дожиг + 4х роликовая протяжка
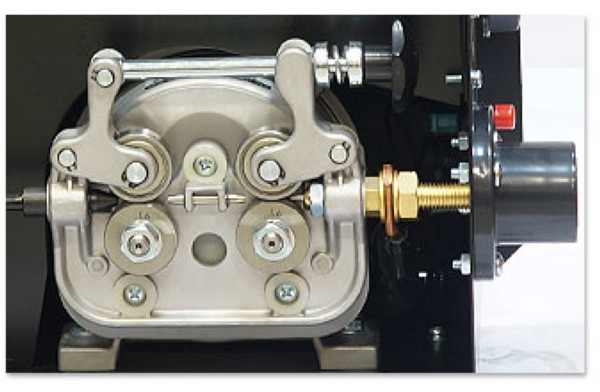
Данный 4-х роликовый механизм протяжки проволоки для полуавтомата входит в состав сварочного полуавтомата Гранит-3У3 , и является сменным узлом. Основное предназначение механизма - это обеспечение стабильной протяжки сварной проволоки, в том числе и порошковой, диаметром от 1 до 1,6 мм. Механизм также используется в сварочных горелках ГС и горелках ГС Конструкция механизма протяжки проволоки обеспечивает равномерное усилие протяжки проволоки. Также, благодаря особенностям конструкции, можно с легкостью осуществить замену 2-х роликового механизма, на 4-х роликовый механизм.









Важная часть полуавтоматических сварочных аппаратов — механизм подачи сварочной проволоки. Доступны устройства для профессионалов и начинающих сварщиков, рассчитанные на установку в полуавтоматы и аппараты для MIG-сварки, а также дополнительное оборудование. Механизм подачи проволоки для полуавтомата — это ключевой элемент, определяющий качество сварного шва, производительность работы. Скорость поступления в зону горелки присадочного материала должна быть максимально стабильной. Механизм подачи проволоки для инвертора может быть недорогим. К таким относятся модели, в которых использован тянущий способ перемещения.








Цена по запросу. Техническое оснащение сегодняшнего дня, позволяющее решать сварочные задачи будущего. Она способна генерировать сварочный ток силой до A и удовлетворяет самым амбициозным требованиям в отношении сварки деталей и изделий из стали, нержавеющей стали и алюминия. Интеллектуальное оборудование, модульная структура и множество вариантов расширения обеспечивают оптимальный уровень гибкости и эффективности для всех вариантов и способов применения. Принцип LSC, заключающийся в мягком повторном поджиге сварочной дуги, обеспечивает выраженные отличия от стандартной короткой дуги. В данном случае расцепление токов короткого замыкания происходит при низком уровне тока.